Hotend: Lebensdauer, Wartung und Tipps

Sicherlich hat jeder, der sich mit 3D-Druck beschäftigt, das Hotend-Problem in irgendeiner Form schon mal erlebt. Wir beschreiben kurz, wie dieser Teil funktioniert, und versuchen, Tipps zur Maximierung der Hot-End-Lebensdauer zu sammeln.
Das Hotend ist das Herz eines 3D-Druckers. Es gibt kaum eine wichtigere Komponente in unserer Maschine, außer der Steuerung, die quasi als Gehirn fungiert. Im Hotend wird das Druckmaterial, das Filament aufgeheizt und angeschmolzen. Dieser Teil ist eigentlich nicht sehr komplex, unterliegt jedoch einer ständigen, starken Beanspruchung. Trotz der hohen Zahl von Arbeitsstunden, die die Hersteller in die Entwicklung investiert haben, und der Verwendung moderner Herstellungstechniken und -materialien ist es fast sicher, dass die Lebensdauer kürzer sein wird als die unseres Druckers. Da ein Ausfall die Produktion zum Stillstand bringt, lohnt es sich definitiv, darauf zu achten. Wir haben versucht, einige Tipps zu sammeln, mit denen Sie die Lebensdauer maximieren können.
Was genau passiert im Hotend?
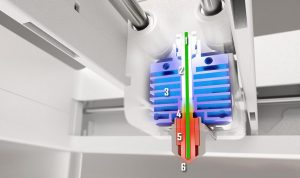
Um zu verstehen, warum die Beanspruchung so hoch ist, gehen wir auf die Konstruktion und den Betrieb eines mit Teflon isolierten heißen Endes ein. Ein solches Design ist in den meisten Desktop-3D-Druckern wie der Witbox 2.0 oder Ultimaker S5 zu finden. Das Filament (1) wird von den Zahnrädern des Extruders direkt oder indirekt (Bowdenantrieb) in die obere Öffnung des Hotends geschoben, bei dem es sich in diesem Fall um einen schlauchförmigen PTFE-Einsatz (2) handelt. Seine Funktion besteht darin, um zu verhindern, dass das durch Wärme erweichte Druckmaterial zur Innenwand des Hotends anhaftet, wodurch der effektive Durchmesser verringert und der Durchfluss verlangsamt wird. Denken Sie nur an eine mit Teflon beschichtete Pfanne. Das Gleiche passiert hier im Kleinen. Die Kühlung dieser oberen Phase erfolgt über Kühlkörper (3).
 Die Kühlung ist aus mehreren Gründen sehr wichtig:
Die Kühlung ist aus mehreren Gründen sehr wichtig:
- PTFE ( Polytetrafluorethylen – Ethylen) hat einen Schmelzpunkt von 326 ° C, das Material beginnt aber bereits bei 260 ° C zu erweichen. Es wird daher nicht empfohlen es über 260 ° C zu verwenden. Diese Zahlen beziehen sich aber nur auf eine Momentaufnahme. Berücksichtigen Sie auch, wie viel Wärme die Teile über hunderte von Druckstunden ausgesetzt sind. Die kumulierte Wärmemenge führt zur schnelleren Alterung des Materials und zum Verschleiß des Einsatzes. Selbst wenn es nie mehr als auf 210 ° C erwärmt wird, können sich chemische Bindungen umformen, was auch bedeutet, dass unser Material laufend seine ursprüngliche Eigenschaften und Form verliert.
- Ohne ausreichende Kühlung vervielfacht sich die Länge der Übergangszone (4), wodurch sich das Materialvolumen im flüssigen Zustand erhöht, was beispielsweise den Rückzugsprozess erheblich verkompliziert und dadurch die Druckqualität verringert.

Ein weniger empfindlicher, aber mindestens ebenso wichtiger Teil unseres heißen Endes ist die Düse (5), durch die das geschmolzene Material (6) extrudiert wird. Die Lebensdauer der Düse ist weniger abhängig von der Temperatur, sondern vielmehr von den verwendeten 3D-Druckmaterialien und von den Verunreinigungen, die an der Innenfläche anbrennen und den Durchfluss blockieren. Kehren wir kurz zu unserer Abbildung zurück, zum Punkt, an dem der Tefloneinsatz auf die Düse trifft (4). Hier treten die meisten Probleme auf. Hier trifft die Oberkante der Düse aus Metall (meist Messing oder Stahl) auf den Tefloneinsatz. Je nach Ausführung kann hier sogar ein zusätzliches Metallteil (Heatbreak) platziert werden. Es ist nicht schwierig zu erkennen, dass PTFE und das restliche Hotendmaterial (Stahl oder Aluminium) einen signifikant unterschiedlichen Wärmeausdehnungskoeffizienten aufweisen. Selbst wenn die Teile bei der Montage präzise zusammengebaut wurden, kann es beim Aufheizen zu einem Spalt kommen, in dem sich aufgeschmolzenes Material ansammelt, verbrennt und den Durchfluss blockiert. Das wird früher oder später passieren, aber spätestens dann, wenn unser PTFE-Schlauch am Ende seiner Lebensdauer ist.
Gibt es nur Teflon-Hotends?
Wir fragen uns zu Recht, warum wir PTFE-Einsätze in unserem 3D-Drucker verwenden sollten, wenn es einen PEEK-Einsatz oder eine All-Metal-Variante gibt. PEEK ist ein härteres Material, das weniger hitzeempfindlich als PTFE ist und daher theoretisch eine längere Lebensdauer hat. Es hat jedoch den gravierenden Nachteil einer größeren Reibung, die den Durchflusswiderstand unseres Hotends erhöht, was zu einer Reihe anderer Probleme führen kann. Ähnliche Kompromisse bedeutet die Verwendung einer All-Metal-Komponente, bei der Schmutz und Verunreinigung im verwendeten Filament schnell an der Innenwand anbrennt. Ein solches Hotend ist im Allgemeinen nur in Geräten zu finden, die ABS und andere reine Industriematerialien verdrucken, die Verwendung mit PLA erfordert Sorgfalt und Aufmerksamkeit.
Wie lange kann ich ein Hotend nutzen?

Nach unserer Erfahrung hat ein Hotend normalerweise eine Lebensdauer von etwa 100 bis 1.000 3D-Druckstunden, bei Verwendung von Druckmaterialien sehr guter Qualität können sogar 2-3.000 Stunden erreicht werden. Die Abnutzungserscheinungen treten in den meisten Fällen in der folgenden Reihenfolge auf: Tackern des Extruders, unvollständiges Extrudieren, Überspringen, Tropfen oder sogar Rauchen. Am einfachsten können Sie das Hotend überprüfen, indem Sie den Extruder abschalten oder sogar abtrennen und versuchen, das Filament bei Betriebstemperatur manuell zuzuführen. Wenn wir einen signifikanten Widerstand feststellen, können wir uns der Ursache fast sicher sein. In den meisten Fällen kann das Hotend nach einer gründlichen und professionellen Reinigung hunderte von Stunden weiterdrucken, eventuell müssen auch Verschleißteile einschließlich aller PTFE / PEEK-Einsätze und Düsen erneuert werden. Im Fall von All-Metal-Hotends oder erheblichen Verunreinigungen bietet der Austausch des Teils häufig eine wirtschaftlichere Lösung. Es ist auch wichtig, den Vorschubmechanismus des Extruders zu reinigen, wo eine gute Menge Plastikspäne gesammelt werden kann.
Was ist während des Gebrauchs zu beachten? 7 Tipps zur schonenden Nutzung.
- Drucktemperatur: Verwenden Sie keine übermäßig hohe Temperaturen! Wenn Ihr Filament bei 190-200 ° C stabil gedruckt werden kann, heben Sie die Temperatur nicht ohne Grund an. Drucken Sie jedoch nicht bei zu niedriger Temperatur, da dies zu einem Tackern des Extruders führen kann (siehe unten).
- 3D-Druckgeschwindigkeit: Eine zu hohe Druckgeschwindigkeit kann dazu führen, dass das Material keine Zeit zum Schmelzen hat nicht extrudiert werden kann. Es entsteht durch den Rückstau ein hoher Materialdruck im Hotend und eine gute Menge an Plastikspänen. Wir empfehlen eine Geschwindigkeit zwischen 50-70mm pro Sekunde, bei Spezialmaterialien weniger.
- Aufgeheizter Zustand: Bevor Sie mit dem Drucken oder Wechseln des Filaments beginnen, wird das Hotend oft für Minuten oder sogar Stunden im aufgeheizten Zustand vergessen. Die meisten Drucker lösen dann einen Schutzmechanismus aus und schalten sich nach einer Weile aus. Der Tefloneinsatz kann jedoch in relativ kurzer Zeit beschädigt werden. Vergessen Sie nicht, dass das fließende Filament auch viel Wärme aufnimmt!
- Verwenden Sie Druckmaterial aus zuverlässiger Quelle. Jeglicher Schmutz im (oder auf dem) Filament kann ins Hotend und in die Düse gelangen.
- Achten Sie auf eine saubere Umgebung bei der Lagerung der Filamente. Anhaftender Staub, der mit dem Filament in das Hotend gelangt, ist genauso schädlich wie die Verunreinigungen im Material.
- Bei Verwendung von Kompositwerkstoffen (Carbon, Holz, Gips etc.) ist mit einer deutlichen Verkürzung der Lebensdauer zu rechnen. Neben dem Verbrennen eventuell gemischter organischer Materialien gibt es auch Gesteins- oder Kohlefaserverbundwerkstoffe, die zu einer vorzeitigen Düsenverschleiß führen.
- Auf richtige Kalibrierung achten! Selbst bei der automatischen Nivellierung kann der Abstand zwischen der Düse und dem Tisch geringer als erforderlich sein. In diesem Fall tackert der Motor des Extruders, weil er nicht die richtige Menge durch die Düse drücken kann. Korrigieren Sie in diesem Fall die Kalibrierung sofort. Neben dem erhöhten Materialdruck im Hotend werden auch Plastikspänen im Extruder ein Problem bedeuten und auch, wenn wir den aktuellen Druck noch fertigstellen können, wird die Lebensdauer unseres Hotends deutlich verkürzt.
Wenn Sie weitere Fragen oder Probleme haben, können Sie sich gerne an uns wenden!
Möchten Sie unseren professionellen Newsletter mit Tipps, Tricks und Neuigkeiten abonnieren? Sie können es hier tun: http://3dee.at/newsletter/